歡迎光臨山東擎雷環境科技股份有限公司網站!
誠信促進發展,實力鑄就品牌
服務熱線:
18660167086
18660167086

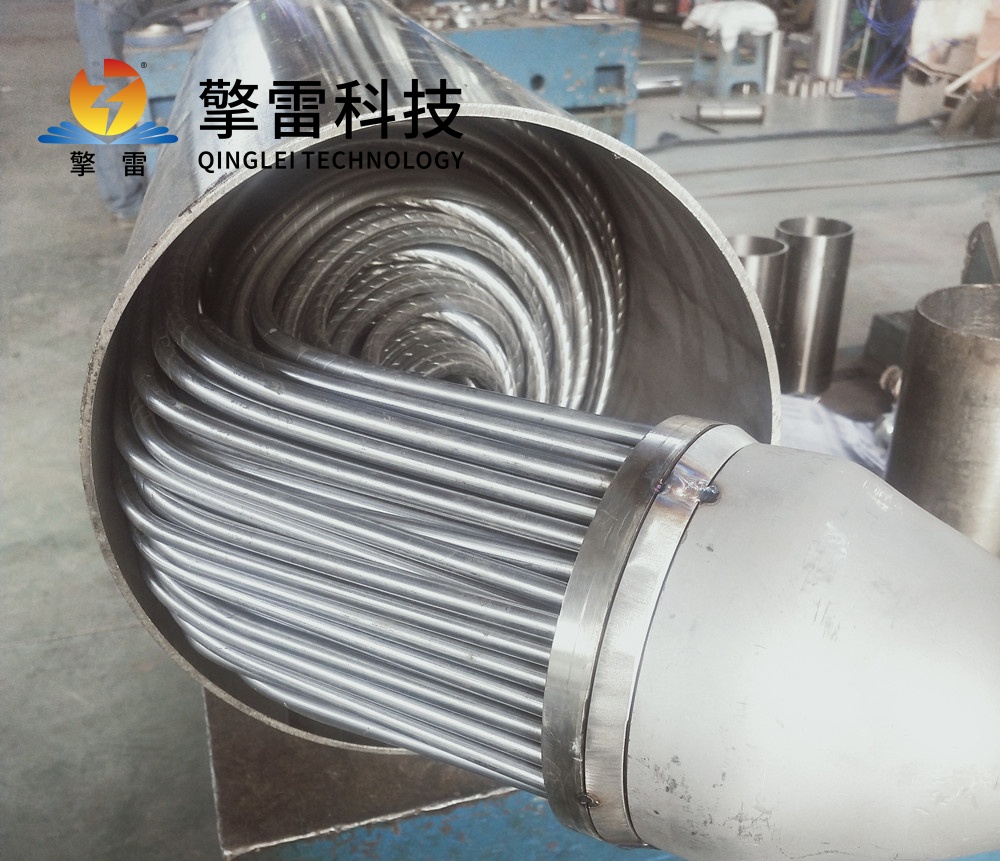
乙烯螺旋纏繞管換熱設備:高效換熱與緊湊設計的工業利器
一、核心結構:三維螺旋流道與多層纏繞設計
乙烯螺旋纏繞管換熱設備的核心部件是螺旋纏繞管束,其通過將多根換熱管以3°—20°的螺旋角緊密纏繞于中心筒體形成三維立體流道。相鄰兩層螺旋管的纏繞方向相反,并通過定距件保持間距,既延長了流體流動路徑,又消除了流動死區。這種設計使流體在管內產生強烈的二次環流(離心力作用),破壞熱邊界層,傳熱系數提升至12000—14000 W/(㎡·℃),較傳統列管式換熱器提高30%—70%。例如,在乙烯裂解裝置中,該設備將裂解氣從1350℃急冷至目標溫度,熱回收效率達85%,年節約燃料氣用量超50萬噸標煤。

殼程采用螺旋形折流板引導流體呈螺旋狀流動,與管束充分接觸,減少局部過熱或過冷現象。某煉油廠常減壓裝置通過優化殼程流速至1.2 m/s,使合成氣冷卻效率提升28%,壓降控制在設計值15%以內。
二、性能優勢:高效、緊湊與耐工況
高效換熱:
螺旋纏繞結構使流體湍流強度顯著增強,傳熱系數較傳統設備提升3—7倍。在LNG液化裝置中,采用微通道技術(通道尺寸0.5mm)的換熱器換熱系數突破20000 W/(㎡·℃),較傳統設備提升5倍,單臺設備處理量達200萬噸/年,能耗降低18%。
結構緊湊:
單位體積傳熱面積達100—170 m2/m3,是傳統設備的3—7倍。某數據中心冷卻系統采用該設備后,占地面積減少60%,空間利用率提升3倍;在FPSO船舶熱交換系統中,設備體積縮小40%,重量減輕40%以上,基建成本降低70%。
耐工況:
高溫高壓:全焊接結構承壓能力超20 MPa,支持400℃高溫工況。在加氫裂化裝置(350℃、10MPa)中,設備變形量<0.1mm,年節電約20萬kW·h。
強腐蝕性介質:采用316L不銹鋼、鈦合金或碳化硅復合材料,耐氯離子腐蝕能力提升5倍。某化工廠濕氯氣環境中,設備連續運行5年無明顯腐蝕,壽命較普通316L不銹鋼延長3倍。
寬溫域適應:從-196℃的LNG氣化到1900℃的高溫氣冷堆熱交換,均能穩定運行。在氫能產業中,PEM電解槽冷卻系統耐受-20℃至90℃寬溫域,氫氣純度達6N級。
抗污垢與自清潔:
螺旋流道離心力使流體對管路污垢的沖刷作用增強,結垢傾向較傳統設備降低60%。某海水淡化工藝中,清洗周期延長至2年,維護成本減少40%;在催化裂化裝置中,污垢系數僅0.0002 m2·K/W,年節約蒸汽1.2萬噸,碳排放減少8000噸。
三、典型應用場景:覆蓋乙烯全產業鏈
乙烯裂解爐余熱回收:
將裂解爐排出的高溫煙氣(>800℃)與原料進行熱交換,使原料預熱至400℃以上,減少燃料消耗。某石化企業采用該設備后,熱回收效率提升30%,年節能費用達240萬元。
乙烯精餾塔冷凝與再沸:
作為冷凝器,將塔頂乙烯蒸氣冷卻凝結;作為再沸器,加熱塔底液體提供上升蒸汽。其高效換熱性能保證精餾塔穩定運行,乙烯產品純度提升至99.9%以上。
低溫余熱利用:
回收冷箱排出的低溫氣體(-50℃至0℃),用于加熱工藝流體或提供生活熱水。某乙烯裝置通過梯級利用低溫余熱,能源綜合利用率提升15%,年減排CO?超萬噸。
碳捕集與封存:
開發的CO?專用冷凝器在-55℃工況下實現98%的氣體液化,為燃煤電廠等大型碳排放源的減排提供關鍵支持。

四、技術創新趨勢:智能化與新材料驅動
材料升級:
石墨烯/碳化硅復合涂層導熱系數突破300 W/(m·K),抗熱震性提升300%,支持700℃超臨界工況。
鎳基高溫合金耐受1200℃超高溫,拓展應用邊界。
鈦-鋼復合板通過1000小時耐氫脆測試,支持綠氫制備與氨燃料動力系統。
智能制造:
3D打印技術實現復雜管束一體化成型,減少焊點70%,承壓能力提升至10 MPa。
數字孿生技術構建設備三維模型,集成溫度場、流場數據,實現剩余壽命預測,故障預警準確率達98%。
系統集成:
開發熱-電-氣多聯供系統,能源綜合利用率突破85%。例如,某煉油廠采用該系統后,熱量回收效率提升25%,年減排CO?超萬噸。
與儲能技術結合,構建多能互補的能源網絡,提升系統靈活性。
五、案例分析:某石化企業乙烯裝置改造
改造前:采用傳統列管式換熱器,存在以下問題:
傳熱系數僅3000 W/(㎡·℃),熱回收效率65%;
設備體積大,占地面積超200㎡;
3年需化學清洗一次,維護成本高。
改造后:選用Φ19×2mm不銹鋼管螺旋纏繞換熱器,參數配置如下:
螺旋角40°,管程流速2.5 m/s,殼程流速1.2 m/s;
傳熱系數達4500 W/(㎡·℃),熱回收效率提升至95%;
設備體積縮小至傳統設備的1/5,占地面積僅40㎡;
螺旋流道離心力減少污垢沉積,清洗周期延長至5年。
效果:
年節約燃料氣用量50萬噸標煤,減排CO? 120萬噸;
維護成本降低60%,生產連續性顯著提升;
投資回收期僅2.3年,經濟效益顯著。
 您的位置:
您的位置: 咨詢電話
咨詢電話