
 您的位置:
您的位置:
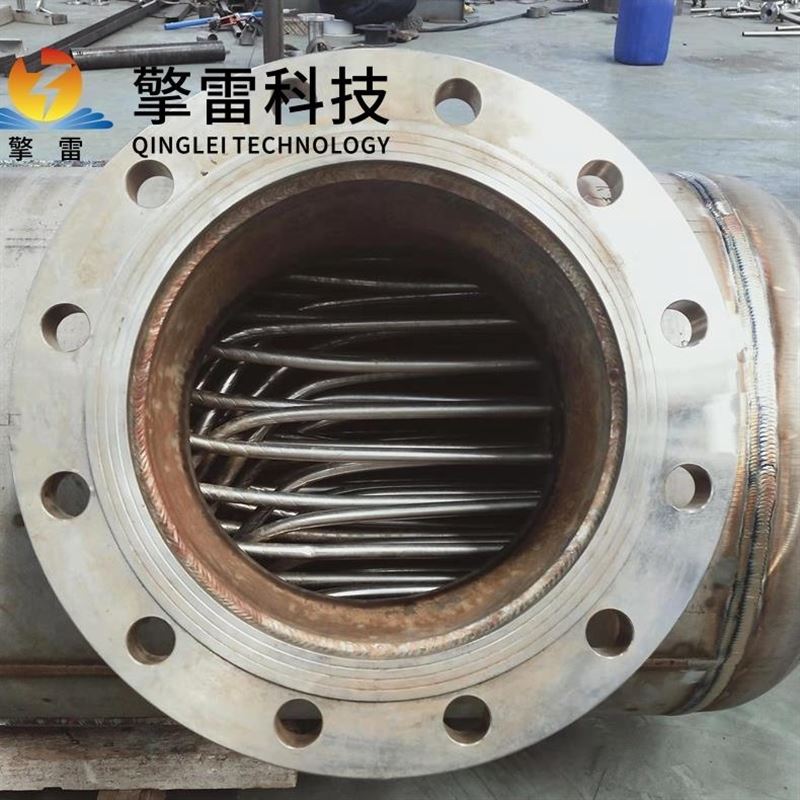




葡萄糖生產中纏繞管換熱器的技術解析與應用突破
一、纏繞管換熱器的核心優勢:為葡萄糖工藝量身定制
高效傳熱與緊湊結構
纏繞管換熱器采用多層螺旋纏繞管束設計,單位體積傳熱面積達100-170㎡/m3,是傳統列管式的3-5倍。在葡萄糖蒸發濃縮環節,其傳熱系數可達12000-14000W/(㎡·℃),較傳統設備提升30%-50%,顯著縮短蒸發時間。例如,某葡萄糖生產企業應用后,單臺設備處理量提升40%,蒸汽消耗降低25%。

耐腐蝕與長壽命
針對葡萄糖溶液的弱酸性環境,纏繞管換熱器可選用316L不銹鋼或雙相不銹鋼材質,年腐蝕速率低于0.005mm。在連續生產場景中,設備壽命可達15年以上,較傳統碳鋼設備延長3倍,減少非計劃停機損失。
抗結垢與自清潔能力
螺旋流道產生的離心力可沖刷管壁附著物,結合脈沖清洗技術,污垢沉積率降低70%。某淀粉糖廠實測數據顯示,纏繞管設備連續運行6個月后,壓降僅增加8%,而傳統設備壓降上升35%,清洗頻率降低60%。
二、葡萄糖工藝中的關鍵應用場景
蒸發濃縮工段
多效蒸發系統:纏繞管換熱器作為末效加熱器,利用低溫差(2-5℃)實現高效傳熱,減少蒸汽消耗。某企業采用三級蒸發系統,噸糖蒸汽成本從0.45噸降至0.32噸。
MVR(機械蒸汽再壓縮)技術:與纏繞管換熱器結合,將二次蒸汽壓縮后循環利用,系統能效比(COP)達18-22,較傳統單效蒸發節能70%。
結晶冷卻環節
連續冷卻結晶:纏繞管換熱器實現-5℃至5℃精準控溫,溫差波動±0.5℃,確保葡萄糖晶體粒度均勻。某藥企應用后,產品一次合格率從85%提升至99.2%。
防堵塞設計:針對高粘度糖漿,采用大管徑(DN25-DN50)螺旋管,配合三維導流板,流體分配均勻度達±3%,避免局部過熱結塊。
廢熱回收系統
煙氣余熱利用:在葡萄糖干燥工序中,纏繞管換熱器回收煙氣余熱,將進水從20℃預熱至85℃,熱回收效率超85%,年節約天然氣費用超200萬元。
冷凝水回收:通過逆流換熱設計,將蒸汽冷凝水溫度從120℃降至60℃,回收熱量用于前段工藝,綜合能效提升12%。

三、技術創新與行業趨勢
材料升級
石墨烯復合涂層:實驗室測試顯示,涂層管導熱系數突破300W/(m·K),抗熱震性提升300%,適用于葡萄糖高溫滅菌工況(140℃/0.3MPa)。
鈦合金管束:針對含氯離子溶液,鈦材設備耐點蝕性能優異,在海水淡化副產葡萄糖工藝中已實現規模化應用。
智能制造融合
數字孿生技術:通過CFD模擬優化螺旋角度,某項目設計周期縮短50%,運維效率提升60%。
AI預測性維護:集成光纖測溫系統,實時監測管壁溫度梯度,故障預警準確率達98%,非計劃停機減少80%。
模塊化與大型化
單臺處理能力突破:國內已研制出換熱面積超3000㎡的纏繞管設備,滿足大型葡萄糖生產線需求。
快速擴容方案:模塊化設計支持在線增加纏繞層數,某化工廠通過擴容實現30%產能提升,停機時間僅4小時。
四、典型案例分析
案例1:某大型淀粉糖企業技術改造
痛點:原列管式換熱器傳熱效率低,蒸發工序能耗占生產成本35%。
解決方案:替換為纏繞管換熱器,采用5層螺旋管束設計,傳熱面積增加2.8倍。
成效:噸糖蒸汽消耗從0.52噸降至0.38噸,年節約成本1200萬元;設備占地面積減少60%,支持新建生產線布局。
案例2:醫藥級葡萄糖生產線升級
痛點:傳統設備溫差控制精度±2℃,導致晶體粒度分布寬(CV值>15%)。
解決方案:定制纏繞管換熱器,集成PID溫控系統與微通道設計。
成效:溫差波動±0.3℃,晶體CV值降至8%,產品附加值提升40%。

五、未來展望
隨著“雙碳"戰略推進,纏繞管換熱器將向以下方向發展:
綠色制造:開發熱-電-氣多聯供系統,能源綜合利用率突破85%。
工況適應:研發耐400℃高溫、25MPa高壓的特種合金管束,拓展在生物質煉糖領域的應用。
全生命周期管理:通過區塊鏈技術實現設備從設計到報廢的全流程數字化追蹤,降低維護成本30%。
- 上一篇:乙二醇纏繞螺旋換熱器—參數
- 下一篇:促進劑NS廢水碳化硅換熱器
 咨詢電話
咨詢電話